R21 Electrolytic methods in electronics
|
Aim: To show and illustrate that many surface treatments for metals and non-metals are based on electrolytic methods |
Many everyday
objects have been subjected to some form of surface treatment, take, for
example, automobile parts, kitchen utensils, cans for preserving food,
building materials (for window frames or roofing) etc. Similar techniques
are used in the production of electronic parts, such as printed circuit
boards, electrical contacts and capacitors. For the most part electrolytic
treatments are used, which can be illustrated by the following examples.
1. Electrolytic deposition of metals and alloys
The aim of electrodeposition is to modify a metal’s surface to obtain
certain surface properties: hardness, wear- and corrosion-resistance,
gloss etc. The adhesion between the deposited layer and the substrate
must be perfect. The principle of electroplating is simple: electrolysis,
i.e. a sustained redox reactions. The object to be treated is the cathode,
the anode being a conductive inert material (Pt or Ti alloys) or a pure
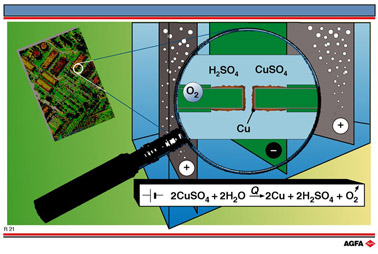
sample of the material to be deposited. Illustration R21 shows the plating
of a printed circuit board with copper, the printed circuit boards being
the negatively charged cathode and the copper the positively charged anode.
The electrolyte is the most critical component of the cell. It contains
a suitable salt of the metal to be deposited, usually complex salts since
these tend to have a higher stability and solubility than common salts
such as chlorides and sulphates. In the example in illustration R21, the
electrolyte is a mixture of copper(II) sulphate and sulphuric acid. The
tricks of the platers’ trade lie in the formulation of the bath,
small quantities of various (usually organic) additives being present,
which are responsible for the deposited layer acquiring the required properties
of :
- Gloss:
the additives control the micro-roughness of the deposited layer. The
mechanism of this effect is usually unclear.
- Wetting:
hydrogen gas is usually formed during the electrodeposition. Gas bubbles
can become trapped under the deposited layer, giving adhesion problems.
This can be avoided by appropriate additives.
- Layer structure: certain additives modify the crystalline structure of the deposit, giving improved physical properties (ease of soldering, corrosion-resistance, hardness).
The thickness of the electrodeposited layer is in the range of 1-100 µm.
2. Electroless deposition
of surface layers
As with electrodeposition, the aim here is to reduce metal ions to metal,
which is then deposited as a continuous layer on the surface of the substrate.
In electroless deposition the driving force for the reduction is provided
by an additional electro-active component in the bath: a reducing agent.
For this process to work well, the surface of the substrate must have
a sufficiently catalytic character, that both the reduction of the metal
ions and oxidation of the reducing agent can occur rapidly on the (catalytic)
surface. To ensure that the surface of the metal substrate is sufficiently
catalytically active, it is pretreated with an etching bath, the metal
thereby achieving the highest possible surface area and traces of oil
etc.being removed at the same time.
Phosphoric acid and formaldehyde are typically used as reducing agents
in electroless deposition formulations.
Since the power of the reducing agent can be pH-dependent, the buffering
of the bath is also important. Once again, the deposited layer is
1-100 µm thick.
3. Electrochemical conversion of surfaces
The presence of a passive layer on the surface of a metal can increase
its corrosion resistance, isolate it electrically or improve its appearance.
In this case oxides, phosphates or chromates are typically deposited on
the surface.
- Anodising
This process is used for aluminium, titanium, copper, steel, tantalum and niobium surfaces. During anodising, the surface of the metal is converted into its oxide, the metal being the anode of an electrolytic cell with a solution of sulphuric, phosphoric or oxalic acid, as an electrolyte.
The half-reactions involved in the care of the anodizing of aluminium are:

The overall electrolyte reaction is:

The current required varies between 1 and
100 A/m2.
Depending on the duration of the treatment, layerthicknesses between 0.5 µm (capacitors) and 100 µm (building materials) can be obtained.
- Phosphating
Phosphating is mainly used to prepare surfaces for further coating with paint or organic coatings. The corrosion protection and adhesive properties of the metal are noticeably improved by this priming layer. The most important applications are the phosphating of steel and aluminium for use in the automobile and building industries.
The chemical and electrochemical processes at work here have not been fully characterised and the technique is empirical rather than scientific.
- Chromating
Chromate solutions, despite their toxicity, are much used for depositing protective and decorative layers especially on aluminium and zinc. The most common applications are in the food industry, e.g. chromate treatment of aluminium cans.
In recent years the toxicity of chromates has triggered a movement away from chromating to chromophosphating or phosphating.